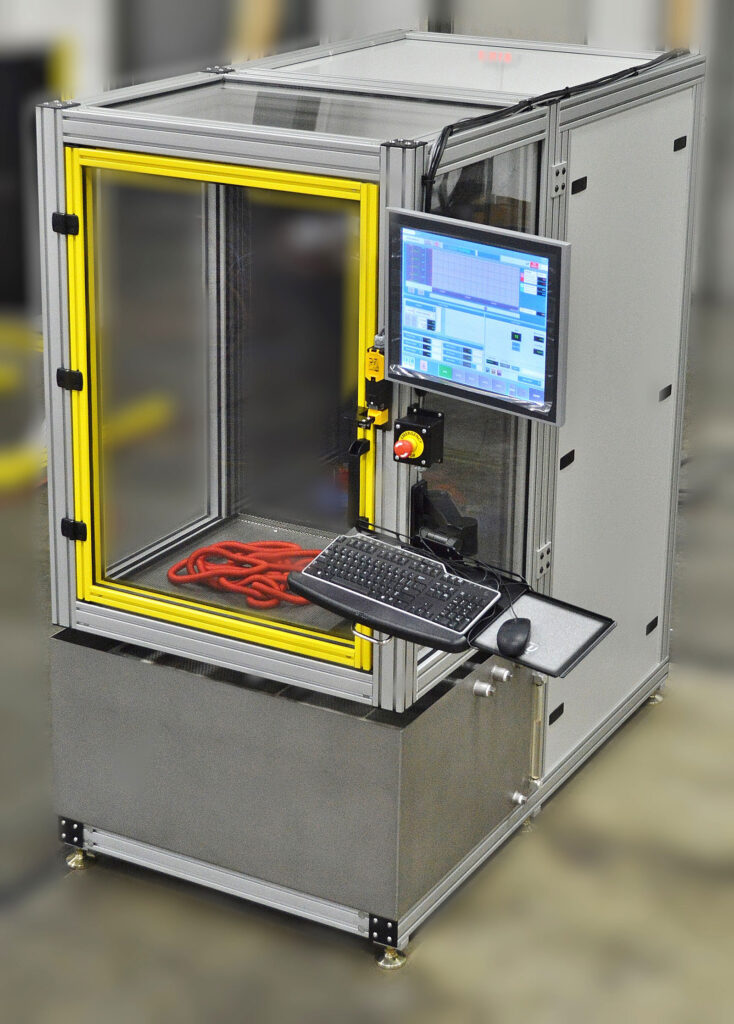
Customers may choose from one of our standard hydroforming systems or ITC can build an optimized solution for your specific application. ITC presses provide closed loop control of forces, motions and pressures to produce high quality parts. Our exclusive, easy-to-use software allows users to develop complex force, motion and pressure profiles for consistent tube forming applications.
The system is comprised of five sub-systems:
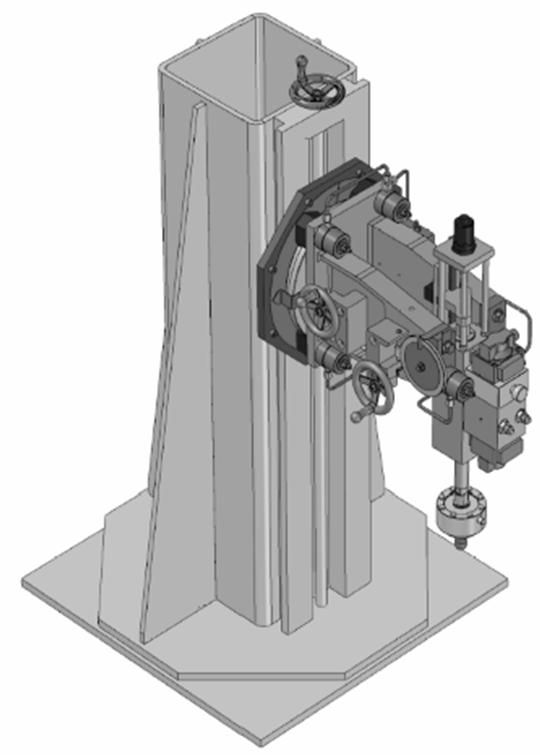
- A single or multi-acting, servo-controlled hydraulic press with mode switching during the process.
- Servo-controlled Hydroforming Feed Actuators that are fully integrated.
- A Servo-controlled Pressure Intensifier with pressure control valves. A variety of pressure and flow options are available.
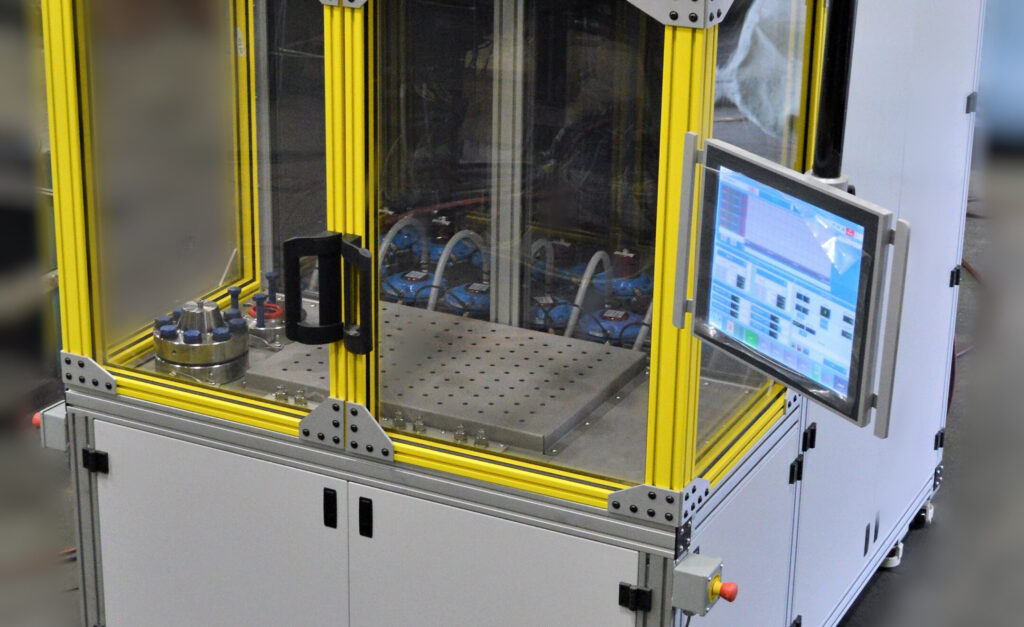
- Interlaken designed tooling with changeable die inserts for differing cavity shapes that can be run with or without end feed.
- A B&R PC that controls the PLC I/O and HMI.